
DDMRP Production Planning for FMCG Industry’s Companies

DDMRP in the BioTech and Pharma Industry: Case Study on Allergan
February 25, 2022
Demand Driven Planner Program by Patrick Rigoni
March 11, 2022
The typical FMCG environment is make-to-stock (MTS) oriented and is planned at SKU levels. It relies on the demand planning of the end product, which is mass-produced that ultimately depends upon the MRP. However, MRP never intended to manage stocks, and it only gives realistic results provided the following three assumptions are valid:
- Demand is known and does not change.
- Within customer tolerance time, there is enough time to complete all needed actions.
- In terms of execution, there is no variation.
We understand that these assumptions can never be 100% true in all cases, and thus results are unexpected in many cases.
The current FMCG model also uses long Freeze Durations to stabilize the supply and capacity scheduling. The model leads to goods manufacturing by predicting the demand over a long period. which results in the following problems:
- Increasing inventory
- May lead to shortages if the company could not fulfill the demand for a particular product
- Increasing cost as too much space would be needed to store the produced goods
So, what can be the alternative to solve these problems?
We can tweak some set of rules of MRP to tackle the problem at a different, more fundamental level. From this, the DDMRP or Demand Driven MRP comes into play.
What is DDMRP?
Demand Driven MRP is a strategy for modeling, planning, and managing supply chains to safeguard and enhance the flow of essential data and resources. To drive supply order development and management throughout a supply chain, DDMRP uses strategic decoupling points. Critical planning demands merged with mainstream improvement disciplines based on the flow via innovation.
DDMRP model for FMCG companies
While planning the model for your company, you should consider the following DDMRP production planning rules for maximizing your revenue:
1. Strategic buffer stocks
At critical points in the supply chain, strategic buffer stocks are crucial. DDMRP is true in this regard; however, how those buffer stocks are determined should be based on the variation of actual demand from the demand plan rather than overall demand variability.
Efficient Demand Management at the SKU level is critical if a company wants to prevent large cash outlays on safety stocks and avoid high levels of obsolescence. Keeping enough buffer stocks to deal with the entire variability will result in a lot of stock holding and obsolescence.Active monitoring of stocks through continuous adjustment of zones, and execution alerts to protect the availability of buffers also helps.

2. Demand Driven Batching in FMCG
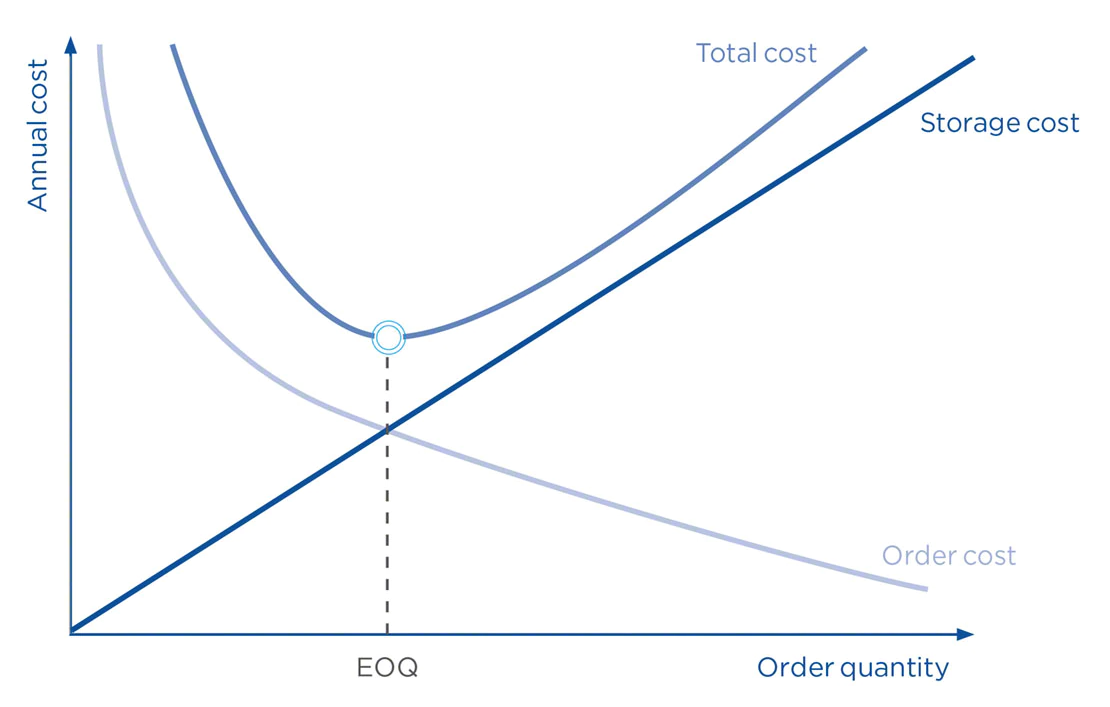
EOQ is commonly used in FMCG to establish a consistent batch size across all SKUs. Given specific cost drivers, this standard number should be designed to optimize the facility. This batching method is that not all SKUs have the same demand pattern or volume. Producing enormous batches for low runners would result in capacity being occupied for an extended period, causing schedule disruptions. Demand-driven batching may be able to overcome this problem because:
- The flow is connected to actual demand while the cost is not.
- When things run smoothly, costs are under control.
- Nothing is ever wholly utilized unless we take the essential requirement into account.
The premise behind Demand Driven Batching is that the organization should batch for flow rather than unit cost. The following are the features of a batch for flow in the DDMRP model:
- Some batches grow, while others shrink.
- Smaller batches on lower runners eliminate the need for extra set-ups.
- Due to break-ins, the number of set-ups gets reduced.
- Reduces the overall average inventory.
- Improves network space usage concerning actual market consumption rates.
The benefits of flow in batching are that the service is consistent and reliable when a system flows well, thus maximizing revenue. Thus the DDMRP model in the supply chain adds value for enterprises.
3. Capacity Constraints
The pull flow must be smooth and compliant with the limits of your industrial model to be efficient. During the design phase, identify these constraints. Be aware that actual restrictions may not be where you believe they are — for example; they could be in your quality analysis and release process rather than in manufacturing—place time buffers in your flow where they’re needed. Controlled queues are time buffers.
4. Planned Buffer Adjustments
Seasonality also affects space and stock plans. Through Demand adjustment factor DDMRP FMCG model could intentionally flex the buffer up or down according to season or planned campaign.
5. Facility Design
Many FMCG Facilities were designed for cost performance and fewer SKUs, but in today’s world, marketing and the market don’t care about facility cost considerations. SKUs are increasing tremendously, and product life cycles are getting shorter. FMCG should have a more flexible capability to keep pace with the market while minimizing working capital commitments.
6. Prioritize high-quality releases
The visual and collaborative execution component of DDMRP considerably aids this reoccurring challenge. Items with an execution alert and those with the lowest execution % of downstream buffers are given priority. Stock and time buffer statuses balance priorities throughout the supply chain.
FMCG companies that uses DDMRP
-
Coca-Cola Beverages Africa (CCBA)
CCBA is the world’s seventh-largest Coca-Cola bottling partner. It is the first large corporation in Africa to push Demand Driven Materials Requirement Planning (DDMRP) beyond the borders of South Africa. The team in charge explains their journey and the lessons learned.Despite working continuously on improvements, the add on stocks was critical, they were unable to manage it so they decided to implement DDMRP to manage their work and for a better forecast. The benefit they saw after implementing DDMRP was that the workload of their workers was reduced and the add on stocks were reduced, on-time deliveries increased from 70% to 85 to 90%.

-
Fast Pack
FastPack is a Ukrainian company that supplies fasteners to 83 DIY retail store brands. They implemented the DDMRP strategy in three stages; In the first stage, they tried to learn about the methodology and the management of different departments of procurement and production. This helps you understand the system and the parameters are given to each SKU. In the second stage, they implemented the corrections in databases; every working staff had to know how to calculate the buffers. Third, they optimized, made the entire assortment rollout, figured out the optimal production size, and understood how to work with the calculation department. And the result was that they had to cut inventory by 20% while improving fill rates by 6%, all while seeing a 30% increase in supplier lead time.
-
Monomax
Monomakh Company, founded in 1991, produces and packages over 1,500 tea and coffee goods. During a meeting, Vladimir, Supply Chain Director at
The Monomakh company said that: “While retaining the same inventory stock level over the DDMRP implementation period, sales climbed by 60%. Looking at the comparative data, we may conclude that the sales-to-purchase ratio is increasing, allowing us to approach the season more comfortably because sales can increase twice as much according to the seasonality of the tea business. For example, it is 100 tonnes in the summer, and in the winter, it is 200 tonnes. We started stockpiling in the summer, and sometimes we overestimated, resulting in overstocks. We are still collecting goods, and there are still overstocks, but the monetary value has decreased significantly”.

Benefits of DDMRP FMCG
Some of the benefits that the FMCG industries get from the DDMRP model are:
- Improved customer service – users consistently achieve on time fill rate
- Lead time compression – lead time reductions of 80% have been achieved in several industry segments.
- Right-sized inventory – Typical inventory reductions of 3–45% are achieved while improving customer service.
- Lowest total supply chain cost – costs related to expedite activity and false signals are largely eliminated
- Easy and intuitive – Planners see priorities instead of constantly fighting the conflicting messages of MRP.
The DDMRP is revolutionizing the FMCG sector whether it be from reducing cumulative lead time to producing constantly and thus managing inventory more accurately. Reach out to Demand Driven expert Patrick Rigoni to learn more about what DDMRP can do for you and your team!



{kind=link}
{kind=link}